

课程背景:
产品的质量、成本、效率与价值等首先是设计出来的,其次是制造工艺技术研究进行保障提升。为有效提升产品市场与制造能力核心竞争力,MM产品模块化设计技术应用、DFX可制造性研究与PLM产品全生命周期管理是产品研发能力提升的重要战略选择。
在今日竞争激烈的全球市场中,企业对于快速而有效地推出新产品的需求愈发迫切。为此,产品模块化设计成为了众多设计师和企业竞相采用的成功策略。模块化设计为企业带来多重利益:极大地减少了研发的成本与时间、降低研发风险、方便对现有产品进行扩展和改进、增强了研发过程的灵活性、提升产品更加稳定,能够迅速适应市场的变化并满足客户的多样化需求,为企业的新产品开发提供了强大的支持。
工业互联网时代,工业4.0的发展,推行智能制造是必选项,智能制造是制造业发展的趋势,没有成功的企业,只有时代的企业,时势造英雄,时代成就企业。智能制造的三大支柱是产品模块化、生产自动化、管理数字化,依据智能制造实施七大路劲:标准化、精益化、模块化、自动化、信息化、数字化、智能化,产品的模块化是智能制造的基础保障。
智能制造核心是:产品驱动,模块化设计应用;标准化是基础,精益化是前提。没有精益化,就没有数字化;没有数字化,就没有智能化!为此产品的可制造性研究本课程,结合企业现状实际工作场景、问题痛点及发展需求,深入探讨智能化工厂建设之产品模块化设计应用技术,课程内容包括且不限于:
回归原点:全面了解精益研发
数字化转型:PLM产品生命周期管理
产品驱动:模块化设计与智能制造
简单高效:认识产品模块化
大道至简:模块化设计应用
模块化剥离:模块化生产布局规划
课程详细探讨智能制造如何落地应用,借鉴行业成功经验及失败案例避坑,帮助企业认识产品模块化设计应用技术,帮助企业提升制造竞争力,打造现代先进制造技术,成就时代企业。
课程注重实效,匹配有国际一流知名企业的模块化设计技术的应用案例,并能有效结合学员工作场景进行沟通互动,提高学员对模块化应用的感知及落地应用认知。
课程成果:
● 成果1:清晰工业时代发展,坚定制造强国战略,规划智能制造路径
● 成果2:认知智能制造架构,理清智能制造路径,认识模块化重要性
● 成果3:明晰工厂运营根本,构筑产品驱动主轴,领悟模块设计技术
● 成果4:大道至简效益至上,规划模块化的应用,提升运营经济效益
● 成果5:认识模块设计应用,推行DFX可制造性,源头开展降本增效
● 成果6:模块化全流程应用,有效进行布局规划,创新引领效益倍增
授课风格:
适合性:贴近企业实际,让管理者先改变思维,再改变行为,后改变结果
实用性:有方法,有标准,有工具,有表单,有案例,有智能制造实施应用模板,随拿随用
创新性:对生产运营现状及其效益进行深入探讨,开创新思维,构建新模式,实现智造突破
实效性:课程介绍的管理工具、方法论均来自知名企业的成熟经验提炼,应用实效接地气
课程时间:2天,(一天的时长为6小时)
课程对象:制造业中高层管理人员、工程技术人员等
课程方式:课程讲授70%,案例分析及小组研讨30%
课程大纲
第一讲 回归原点:全面了解精益研发
一、精益概述
1. “精益”释义
2.精益与老婆【Lean Production & Lao Po】:生产运营,精益如同老婆相伴,不是可有可无
3. 精益与经营
4. 精益与客户
5. 精益与公司
6. 精益与工厂
7. 精益与研发
课堂讨论:您心目中的精益管理如何做?为什么说精益管理无处不在?
二、精益研发概述
1.什么是精益研发
2.精益研发的核心思想
3.成本管控三大支柱
1)成本企划
3)原价维持
3)原价改善
4.价值工程概述
1)价值工程定义
2)价值的计算公式
3)产品全寿命周期成本计算
5.质量成本管理
1)质量成本构成
2)构建全面质量成本管理体系
3)质量预防成本与质量总成本的关系
4)精益研发质量控制准则:颜值比,性价比,成本极致!
三、精益研发五项基本原则
1.价值【原则一:根据客户需求,重新定义价值】
2.价值流【原则二:识别价值流,重新制定企业活动】
1)增值作业
2)辅助作用
3)浪费
3.流动【原则三:使价值流动起来】
4.拉动【原则四:依靠客户需求拉动价值流】
5.尽善尽美【原则五:不断改善,追求尽善尽美】
四、为什么要开展精益研发活动
1.研发管理时代发展趋势
2.传统研发遇到过的困惑
3.标杆企业转型精益研发的收益
案例分享:富士康科技集团核心竞争力是什么?富士康科技集团卖什么?
第二讲 数字化转型:PLM产品生命周期管理
一、数字化转型概述
1.企业管理三大形态
1)战略管理
2)项目管理
3)运营管理
2. 数字化转型是必答题
3. 数字化转型的目的
1)建立一个面向客户,支撑业务成功和企业永续经营的数字化平台;
2)建立一个“研、产、供、销、服、管”全流程贯通的数字化工厂;
3)最终形成支持定制化、柔性生产、新业态的智能制造企业。
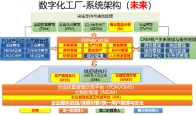
二、数字化转型蓝图规划
1. 运营系统
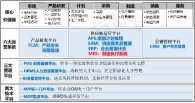
1)产品生命周期管理平台:PLM
2)供应链运营平台:APS、SRM、ERP、MES
3)营销平台:CRM
2.管理平台
1)财务管理平台:FMS
2)人力资源管理平台:HRMS
3)决策支持平台:BI
3.技术平台
1)统一门户平台:OA
2)集成开发平台:IPD
案例分享:美的集团632数字化转型蓝图及成功经验案例分享
三、PLM产品全生命周期简介
1.PLM概述
1)PLM(Product Lifecycle Management)释义
2)PLM四大关键环节
3)PLM的目标
2.国际标杆公司对PLM认知
1)战略顾问 CIMData公司观点
2)AMR公司的观点
3.PLM内涵
四、产品的寿命周期四大阶段
1.产品管理流程框架【产品规划】
1)规划三要素
2)市场管理流程(产品规划流程)
2.IPD(Integrated Product Development)流程简介【产品开发】
1)IPMT团队:项目决策团队
2)PDT团队:项目实施团队
3)IPD流程
3.Launch涉及的活动【产品上市】
五、PLM系统的功能框架
1.产品组合管理(Product Portfolio Management,PPM)
2.客户需求管理(Customer Needs Management,CNM)
3.协同产品设计(Collaborative Product Design,CPD)
4.产品数据管理(Product Data Management,PDM)
5.原材料采购管理(Direct Materials Sourcing,DMS)
第三讲 前瞻发展:智能化工厂建设
一、现代工业的发展
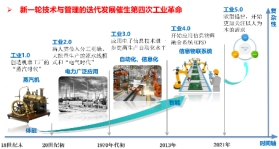
1.工业1.0
2. 工业2.0
3.工业3.0
4. 工业4.0
5. 工业5.0
二、工业互联网时代
1.工业互联网定义
2.工业互联网起源
3.工业互联网属性
4.工业互联网体系
5.标杆企业积极构建工业互联平台
6.工业互联网时代基本特征ABC
1)A:AI人工智能
2)B:Big Date大数据
3)C:Cloud云
7.世界各国制造强国战略
1)德国工业4.0
2)中国制造2025
3)美国先进制造技术
4)日本工业价值链
三、灯塔工厂、智能化工厂与产品模块化设计
1.灯塔工厂与智能制造
1)灯塔工厂概述
2)国内灯塔工厂建设状况
3)灯塔工厂的本质
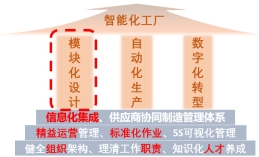
2.智能化工厂三大核心支柱
1)模块化设计
2)自动化生产
3)数字化转型
3. 智能制造的实施七大路径
1)路径一:作业标准化
2)路径二:运营精益化
3)路径三:产品模块化
4)路径四:生产自动化
5)路径五:管理信息化
6)路径六:决策数字化
7)路径七:工厂智能化
现场互动:产品模块化与智能化工厂构建思考
第四讲 产品驱动:产品模块化设计应用
一、产品模块化概述
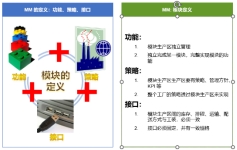
1.模块定义
2.模块化三要素
1)功能
2)策略
3)接口
3.模块实体定义
4.模块化三大特征
1)相对独立性
2)通用性
3)互换性
5.适合模块化的产品种类
二、为何要模块化
1.公司模块化动机
2.策略为建立模块化产品架构的起点
1)卓越运营
2)客户需求导向
3)技术创新
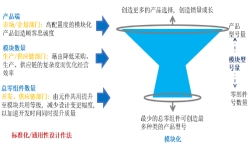
3.模块化创造竞争力
1)在市场上创造营收
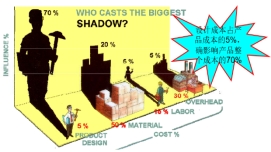
2)在工厂制造降低成本
4.案例分享:某冰箱模块化策略的案例分析
1)模块化策略的技术方案占比率
2)精细化切割后,共产生 25 个模块
3)利用模块划分来增加降低成本及增加市场竞争力
4)模块化产品架构促成全球的整合协同能力
5.产品端到端模块化路径分析
6.模块化价值
案例分享:汽车产业的模块化设计技术应用 (以大众汽车为例)
三、模块化产品开发管理
1.模块化产品开发的基本模式
1)通用模块(不变部分)
2)改型模块(可变部分)
3)新功能模块(专用部分)
2.模块组合策略
3.模块与产品剥离
4.可实现销售点定制
案例分享:模块化策略应用,电脑产品LEVEL等级划分
5.模块化开发管理机制
案例分享:美的集团产品模块化管理机制说明
四、模块化重要性
1.模块化重要性概述
1)提升组装效率
2)成本极致
3)完善供应链体系,划分产品制造LEVER等级
4)方便设备快速换模
5)提升设备的柔性
6)提升产线生产的自动化率
7)成为行业的引领者,及标准的制定者
第五讲 制造导向:可制造性设计应用技术
二、DFX产品可制造性设计技术
1.什么是DFX设计技术
1)面向制造的设计(DFM)
2)面向装配的设计(DFA)
3)面向成本的设计(DFC)
4)面向试验的设计(DFT)
5)面向服务的设计(DFS)
6)面向环境的设计(DFE)
2.DFX在整个产品开发中的作用
3.DFMA线路图
4.DFMA的设计准则
5.应用DFMA的产品平均效益
6.应用DFMA缩短了研发周期
案例分享:电器底盘托架组件DFX可制造性设计技术实例分享
二、DFA技术应用
1.组装效率概述
2.装配效率与零件的理论最小数目
3.DFA减少零件数目的标准
4.DFA目标
5.DFA 指标介绍
6.DFA效益
案例分享:电动机驱动总成DFX产品模块化设计应用
第六讲 模块化剥离:模块化生产布局规划
一、模块化生产规划方法概念图
1.MPD 模块化生产区是一个自上向下 Top Down 的手法
2.在 MPD 中,如何运用并承接 MFD 的成果
3.模块概念 vs. 模块生产区的概念
二、模块生产工厂布局规划
1.模块生产工厂的特征
1)稳定的主线
2)模块生产区与主线协调
3)模块生产策略与模块策略相呼应
4)各模块独立管理,并有生产区规格与管理重点
5)模块生产区能处理模块长短期变异
6)动态模块自制与外包切换,实现更弹性的垂直整合
2.模块总装线 (SKD组装线) 的工艺
案例分享:某家用电器产品生产DFX可制造性改善实例分享
【培训结束:现场互动交流】

 崔军
崔军