

课程背景:
未来已来,工业互联网时代如期而至,其时代基本特征ABC(AI人工智能、Big data大数据、Cloud云)已得到广泛应用。工业4.0、工业5.0号角响起,智能化工厂、灯塔工厂建设如火如荼。世界各制造发达国家,紧跟时代步伐,积极实施制造强国国家发展战略:德国于2011年提出【工业4.0】;美国2012年发布:【先进制造业国家战略计划】;中国2015年推出:【中国制造2025】。德国工业4.0、美国先进制造、中国制造2025,其工厂运营的核心都是智能制造。
智能制造的核心是人工智能,基础是数字化。人工智能的实现是底层逻辑是统计学,统计学的基础是大数据,科学、真实、有效的生产经营数据,对智能制造的实现至关重要。同样,数据不科学、数据失真、数据缺失等基础有问题的企业,要实施智能制造,必须要先进行流程梳理、工艺优化,完善产品生产工艺基础数据库建立,在标准化、精益化的基基础上实现数字化、智能化。
数字化+智能化=数智化,数字会说话,才能实现智能化。智能制造是制造业发展的趋势,没有成功的企业,只有时代的企业,时势造英雄,时代成就企业。企业应审时度势,积极拥抱时代,学习及推进实施数智化,做百年常青企业。
智能制造落地实施,需要结合企业现状、问题痛点及实际工作场景,依据智能制造实施七大路劲:标准化、精益化、模块化、自动化、信息化、数字化、智能化有序推进。七大路劲实施:即有递进关系、也有并行关系。智能化工厂建设,我们梳理出10大步、86小步,智能化工厂的实现,不是一蹴而就的,更不能理解为买些自动化设备、上线一些IT信息化系统就能实施智能化了。
智能制造:标准化是基层,精益化是前提;没有精益化,就没有数字化;没有数字化,就没有智能化!本课程,结合企业现状实际工作场景、问题痛点及发展需求,深入探讨智能化工厂建设及智能制造落地实施,课程内容包括且不限于如下:
【1】顺势前行:智能制造成就时代企业
【2】大道至简:智能化工厂构建方法论
【3】科学决策:智能制造与数字化转型
【4】产品驱动:智能制造与产品模块化
【5】效率至尊:智能制造与工厂自动化
【6】厚积薄发:智能制造与精益化运营
【7】数据说话:智能制造与基础数据库
【8】他山之石:智能制造行业案例剖析
课程成果:
● 成果1:清晰工业时代发展,坚定制造强国根本,规划企业智能制造
● 成果2:了解智能制造本质,倡导企业顺应时势,积极打造时代企业
● 成果3:规划智能制造架构,理清智能制造路径,输出智造推行刚要
● 成果4:紧贴工作场景实况,夯筑智造实施基础,有效实施智能制造
● 成果5:认识到数字化趋势,规划好数字化蓝图,有序推进信息系统
● 成果6:了解数字底层逻辑,做好基础数据建设,梳理好数字化转型
● 成果7:认识模块化重要性,推行DFX可制造性,源头开展降本增效
● 成果8:清楚自动化重要性,积极架构可自动化,创新引领效益倍增
● 成果9:明确精益化重要性,开展精益变革改善,构建卓越运营体系
课程方式:
1.互动式教学法:结合工作场景实况,积极互动交流,引导出结论,现场答疑解惑。
2.多体验式讲授:讲授环节加入感官体验。如视频图像、现场演习、结构模型、工具展示等。
3.案例分享研讨:运用企业实际案例、行业经典案例,给学员能有效落地交流和体验。
4.实用性有效性:有工具,有表单,有实例,有标准,有方法,即学即用
课程时间:2天,6小时/天
课程对象:制造业中高层管理人员(总经理、总监、厂长、经理、主任)、工程技术人员等
课程方式:课程讲授70%,案例分析及小组研讨30%
课程大纲
打造智能化工厂----规划实施方法论
第一讲 顺势而为:智能制造成就时代企业
一、现代工业的发展
1.工业1.0(机械化时代)
2. 工业2.0(电气化时代)
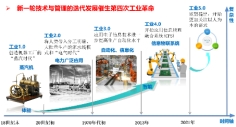
3.工业3.0(信息化时代)
4. 工业4.0(工业互联网时代)
5. 工业5.0(平行时代)
二、认识工业互联网
1.工业互联网定义
2.工业互联网起源
3.工业互联网属性
4.工业互联网体系
5. 工业互联网时代基本特征(ABC)
1)人工智能(AI)
2)大数据(Big date)
3)上云(Cloud)
6.工业互联网应用意义
1)提升价值
2)创新模式
3)降本增效
案例分享:知名企业工业互联网建设及其应用分析
三、工业互联网时代,世界各国“制造强国战略”
1. 德国工业4.0
1)新一轮技术与管理的迭代发展催生第四次工业革命
2)解读德国工业4.0
2. 美国先进制造技术
1)美国先进制造的背景:去工业化→金融危机→再工业化
2)美国先进制造的发展历程
3. 中国制造2025
1)中国制造2025制定之发展形势与环境
2)中国制造2025 “三步走”战略
3)中国制造2025十大重点领域
4. 日本工业价值链
1)日本工业价值链本质
2)专精特新工厂、供应商协调制造、生态圈互联互通
四、工业4.0与“互联工厂、灯塔工厂、智能化工厂”
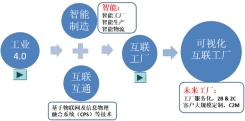
1.工业4.0、互联工厂、灯塔工厂、智能化工厂概述
2. 工业4.0的五大特点
1)数据
2)集成
3)互联
4)转型
5)创新
3. 互联工厂的3大关键要素
1)个性化定制
2)智能化工厂
3)大规模制造
4.灯塔工厂解读
1)灯塔工厂概述
2)国内灯塔工厂建设状况
3)灯塔工厂的本质
4)灯塔工厂的立项咨询和可行性分析
5)灯塔工厂的申报和材料准备
6)灯塔工厂申报注意事项
灯塔工厂案例分享:富士康科技集团深圳龙华工业园灯塔工厂
5.智能化工厂简介
1)智能化工厂的定义
2)智能化工厂的基本特征
3)智能化工厂的建设周期
4)智能化工厂的建设目标
5)智能制造能力成熟度模型解读与应用
6)智能制造成就时代企业
案例分享:解读海尔智能工厂建设,为什么海尔各地智能工厂均命名为可视化互联工厂?
案例分享:视频分享西门子智能化工厂建设的核心内容
第二讲 大道至简:智能化工厂实施规划
一、智能化工厂构建
1.智能化工厂三大核心支柱
1)模块化设计
2)自动化生产
3)数字化转型
2. 智能化工厂基础建设重要性
1)组织、职责与人才
2)标准化、精益化基础建设
3)IT信息化系统集成开发
3. 智能化工厂九大关键机能
二、智能制造的实施概述
1. 智能制造的实施七大路径
1)路径一:作业标准化
2)路径二:运营精益化
3)路径三:产品模块化
4)路径四:生产自动化
5)路径五:管理信息化
6)路径六:决策数字化
7)路径七:工厂智能化
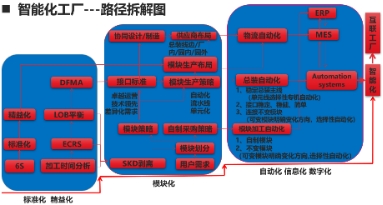
2.解读智能工厂七大路径拆解图
1)智能化工厂基础是先做好标准化、精益化:流程梳理、工艺优化、标准化作业……
2)完善产品生产基础数据库的建设:数据科学,数字会说话,没有数字化就没有智能化……
3)产品模块化研究:DFX研究、模块化剥离、模块化研究是自动化构架的前提……
4)自动数据采集:规范自动化及其标准接口,规划数据的自动采集、上传……
5) IT信息化系统集成及互联互通:建立业财一体化、信息系统端口互联互通……
6)智能制造是互联工厂运营保障,没有数字化,就没有智能化……
3. 智能化工厂落地10大步、86小步
4.智能制造落地实施四大阶段关键特征
1)第一阶段:标准化、增值改善、少人化、降本增效
2)第二阶段:可制造性、可自动化、设备讯息、产品策略
3)第三阶段:量化、分析、系统、集成
4)第四阶段:运维、预测、决策、高效
三、智能化工厂思考
1.要不要构建智能化工厂?
2.构建智能化工厂如何切入实施?
3.要不要投入自动化设备?设备通用性又如何解决?
4.企业如何根据实际状况上信息系统?要上哪些信息化系统?
5.智能制造实施综述【没有精益化,就没有数字化;没有数字化,就没有智能化】
1)智能制造:智能化工厂
2)数字化转型:数字化工厂
3)精益变革:卓越运营管理体系构建
案例分享:西门子自动化集成数智化工厂模型图视频讲解
实例分享:智能化工厂实施落地(H公司滚筒洗衣机)
如何有效开展智能制造建设?(三大核心支柱:数字化、模块化、自动化)
第三讲 科学决策:智能制造与数字化转型
一、企业三大管理形态
1.战略管理
二、数字化转型认知
1.数字化转型:不是选择题是必答题
1)德鲁克:预测未来最好的方法,就是去创造未来!
2)戴 明:除了上帝,任何人都必须用数据来说话
2.国家标准解析:数字化车间的通用要求
3.数字化转型的组织保障和团队分工
三、数字化转型工作准备
1.数字化转型---团队建设
2. 数字化转型---目的确定
3.数字化转型---进化路线
4.数字化水平---现状评估
1)四个一级指标
2)16个二级指标
3)数字化水平等级划分
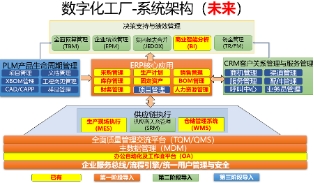
四、数字化转型蓝图规划
1.数字化五大板块需求评测
1)企业核心资源:ERP应用
2)供应链执行:遵循先内后外的原则(内部工厂→外部供应商)
3)产品驱动:产品生命周期管理
4)客户拉动:客户关系管理与服务管理
5)数字掘金:决策支持与绩效管理
2. 运营系统规划
1)产品生命周期管理平台:PLM
2)供应链运营平台:APS、SRM、ERP、MES
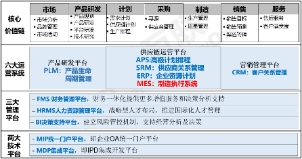
3)营销平台:CRM
3.管理平台规划
1)财务管理平台:FMS
2)人力资源管理平台:HRMS
3)决策支持平台:BI
4.技术平台规划
1)统一门户平台:MIP
2)集成开发平台:IPD
案例分享:美的集团632数字化转型蓝图及成功经验案例分享
五、信息化系统集成技术
1.信息化系统集成
1)务联网技术
2)物联网技术
3)互联网技术
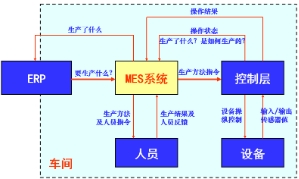
2.计划/执行/控制三层之间的信息集成
3.ERP、MES、控制层之间的信息流
六、数字化转型落地实施
1.落实实施四大阶段
1)准备阶段:标准化、精益化
2)第一阶段:信息化
3)第二阶段:数字化
4)第三阶段:智能化
案例分享:某烟草机械公司数字化转型,全价值流流程梳理,工艺优化,重构基础数据库
2.数字化转型经济效益
3.数字化转型综述
1)没有精益化,就没有数字化
2)没有数字化,就没有智能化
案例分享:某家具公司数字化转型:一期费用1亿转型失败,探讨如何避坑,二期200万成功解套
第四讲 产品驱动 :智能制造与产品模块化设计
一、产品模块化设计
1.模块定义
2.模块化三要素
1)功能
2)策略
3)接口
3.模块实体定义
4.模块化三大特征
1)相对独立性
2)通用性
3)互换性
5.适合模块化的产品种类
6.模块化的重要性
1)提升组装效率
2)成本极致
3)完善供应链体系,划分产品制造LEVER等级
4)方便设备快速换模
5)提升设备的柔性
6)提升产线生产的自动化率
二、为何要模块化
1.公司模块化动机
2.策略为建立模块化产品架构的起点
1)卓越运营
2)客户需求导向
3)技术创新
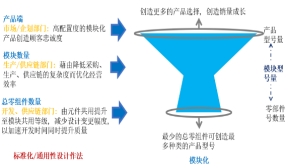
3.模块化创造的竞争力同时体现在市场与成本两端
4.适合家电产品端到端模块化路径分析
5.模块化的精神是在市场和成本端创造竞争力
6.模块化价值
案例分享:汽车产业的模块化设计技术应用 (以大众汽车为例)
7.DFA技术应用
1)组装效率概述
2)装配效率与零件的理论最小数目
3)DFA减少零件数目的标准
4)DFA目标
5)DFA 指标介绍
6)DFA效益
案例分享:电动机驱动总成DFX产品模块化设计应用
三、产品可制造性设计DFX
1.什么是DFX技术
1)面向制造的设计(DFM)
2)面向装配的设计(DFA)
3)面向成本的设计(DFC)
4)面向试验的设计(DFT)
5)面向服务的设计(DFS)
6)面向环境的设计(DFE)
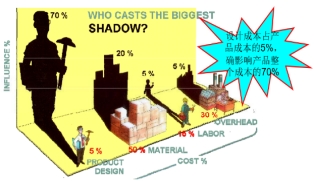
2.DFX在整个产品开发中的作用
3.应用DFMA缩短了研发周期
4.DFMA线路图
5.应用DFMA的产品平均效益
案例分享:电器底盘托架组件DFX可制造性设计
三、模块生产工厂布局规划
1.模块化生产规划方法概念图
1)MPD 模块化生产区是一个自上向下 Top Down 的手法
2)在 MPD 中,如何运用并承接 MFD 的成果
3)模块概念 vs. 模块生产区的概念
2.模块生产工厂的特征
3.模块总装线 (SKD组装线) 的工艺
案例分享:海尔滚筒洗衣机模块化工厂布局案例分享
第五讲 效率至上:智能制造与生产自动化
一、工厂自动化设备概述
1.自动化应用定义
1)自动化设备
2)工厂自动化
3)智能化工厂
3.自动化应用类别及其核心要素十六项
6)能够处理长短期变异……
4.自动化投入策略
5.自动化系统的主要特性
二、自动化设备投入分析
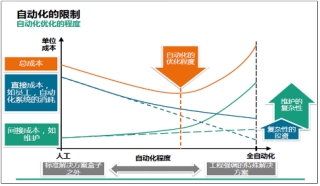
1.自动化等级建设成本与产量分析
2.自动化等级建设的影响分析:
4.智能化工厂设备导入策略评估标准
三、自动化设备应用分析
1.自动化设备应用类别投入分析
2.自动化系统分类
3.自动化设备对人才技能的要求
4.自动化设备维保模式分析
5.自动化设备维保职责划分
四、自动化设备TPM的重要性
1.消除影响设备效率的六大损失
2.延长设备使用生命周期
案例分享:华为智造“三化一稳定”
案例分享:产品检测自动化输送管道系统
智能制造基础与实施前准备?(运营精益化:流程梳理、工艺优化、基础数据库建设)
第六讲 厚积薄发:智能制造与运营精益化
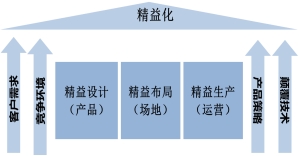
一、精益概述
1.“精益”释义
2.精益与老婆【Lean Production & Lao Po】
3.精益与经营
4.精益与客户
5.精益与公司
6.精益与工厂
课堂讨论:您心目中的精益管理如何做?精益管理无处不在?精益化是数智化的基础与前提
二、精益生产管理
1.精益生产概念
2. 精益生产管理体系的“三化”
1)准时化:杜绝过量生产的浪费,库存是万恶之首
2)自働化:安灯系统,品质保障机制,实现品质内建
3)少人化:柔性生产、多能工、水蜘蛛物流配送及自动化等,依据订单数实现操作人员的弹性化
3.精益化的基础:6S、TPM、标准化作业等
4.精益生产的宗旨:消除一切浪费,实现利润最大化
5.丰田精益屋
案例分析(自働化):总装线安灯系统
三、精益生产五大原则
1)价值
2)价值流
3)流动
4)拉动
5)尽善尽美
案例分析:富士康FPS对标丰田TPS,美的MBS对标丹纳赫DBS,国际公司如何做到尽善尽美?
四、VSM价值流管理
1.工厂价值的实现过程
2.工厂的运作本质是价值的流动
3.价值流分析
4.价值流管理可产生的效果
案例分享:VSM价值流程图分析识别改善机会
五、精益变革增值改善
1.精益变革改善十二大类别
2.精益变革---提效:思维导图
3.精益变革---降本:成本归零心法
1)成本归零四重境界
2)精益管理:消除工厂十大浪费
3)精益管理:消除非生产现场新七大浪费
4.工厂精益变革实施三大阶段计划
5.精益变革改善对标找差切入实施
6.精益变革实施绩效目标设定
六、构建卓越运营管理模式
1.定策略:战略方针规划
2.建组织:完善组织架构
3.划职责:理清工作职责
4.布人力:选对人放对位
5.置系统:标准化作业IT系统固化
6.卓越企业经营管理本质
案例分享:美的集团精益化变革全流程改善实例分享
第七讲 回归基本面:时间研究与工厂生产工时管理
一、标准时间
1.标准时间(S.T)定义
2. 标准时间的分类
1)人员的标准时间(OST)
2)设备的标准时间(MST)
3. 作业时间的构成
1)有效时间:主要工作时间的净时间
2)无效时间:准备时间、辅助时间
二、标准时间的重要作用
1. 产能预算,合理计划调配人手,有效控制人工成本
2. 衡量生产运行效率
3. 确定产品的成本,供产品定价参考
4. 衡量机器的使用效率.有效协调人力与设备
5. 便于生产线现场及工艺流程持续改善
6.评估操作者的工作表现 ,提升操作者的工作信心
案例分析:分析产品的标准成本构成
三、产品标准时间建立方法
1. 秒表工时测量法
2. MOD法
3.模块化作业标准时间数据库查询法
4.SONY标准时间核定法
现场互动:你是如何测量标准时间的,你还有其它方法吗?
四、标准工时的15个相关概念解析
1.OPE=产出工时/可用工时
2.产出工时=产出良品数x单件产品标准时间
3.可用工时=可用时间x可用人数
4.平衡率=单位标准时间/(瓶颈时间x人数)
5.操作效率=产出良品数/设定产能
6.稼动率=投入工时/可用工时
7.设定产能=(3600/瓶颈时间)x投入时间
8.产出指标=UPH=(3600/瓶颈)x设定效率
9.总损失工时=可用工时-产出工时=平衡损失+操作损失+稼动损失
10.平衡损失=(瓶颈x人数-单位标准工时)x设定产能
11.操作损失=总损失工时-平衡损失-稼动损失
12.稼动损失=未稼动时间x人数。
13.投入时间=可用时间-未稼动时间
14.未移动时间=标准换线时间+未开线时间
15.投入工时=投入时间x投入人数
现场教学:产品标准成本如何计算?为什么没有产品基础数据库建设,就没有数字化转型基础?
第八讲 数据说话:产品生产基础数据库建设
一、产品生产工艺基本资料构建
1.新产品制造承接阶段
1)产品产线生产工艺流程图
2)产品产线生产SOP
3)产品产线生产设备设施列表
4)产品产线生产工位排位图
5)产品工艺及产线生产数据信息列表制定及上线录入系统
2.产品量产后设计变更及工艺制程改善阶段
1)依据开发ECN,更新SOP、工艺流程图及产品工艺及产线生产数据信息列表
2)依据提案改善变更SOP、工艺流程图及产品工艺及产线生产数据信息列表
3)定期每月一次进行产品工艺及产线生产数据信息化系统数据更新维护
二、产品生产工时基础数据资料
1.产品标准时间
2.作业人数
3.产品生产良率
4.平衡率
5.设定效率
6.标准产能
7.产出指标
8.标准工时
1)标准工时的定义
2)标准工时的制定
3)标准工时的维护
4)标准时间、标准工时、设定工时、实际工时的关系
9.排配工时
三、产品生产工艺数据库上线管理
1.制作部门(IE部门、开发部门或ME部门)的职责
2.品质部门的职责
3.供应链计划部门的职责
案例分享:美的集团产品生产基础数据库上线MES系统管理标准模版分享
第九讲 他山之石:智能化工厂行业案例剖析与思考
一、经典案例分享
案例分享(精益化1):全流程价值流精益度分析,提升运营效益实例分享
案例分享(模块化2):家用集成灶电器底盘托架产品模块化应用实例分享
案例分享(自动化3):产品检测自动化输送管道系统
案例分享(信息化4):某烟机工厂信息化系统集成方略:一个公司、一个体系、一个标准思考
案例分享(数字化5):某公司上亿元投资数字化转型失败警示及反省后升级改造成功实例分享
案例分享(智能化6):诊断识别痛点、规划咨询明确方向、实施智造升级,打造灯塔工厂
二、智能化工厂建设思考
1.要不要构智能化工厂?构建智能化工厂如何切入实施?
2.要不要投入自动化设备?自动化设备通用性又如何解决?
3.企业如何根据实际状况上信息系统?数字化转型要上哪些信息化系统?
问题解答:上述三个现实问题,现场学员请结合实际工作场景,老师会深度剖析一一解答
培训结束:现场互动交流

 崔军
崔军