

课程背景:
TPM全面生产维护目的:是提高设备OEE(工厂设备整体生产效率),以及工厂整体运营效益。设备是工厂重资产资源,在机器换人、智能制造及数字化转型的趋势下,设备的投资效益,关系到企业的制造核心竞争力。
据权威数据统计,在较多生产制造业型企业中,工厂整体设备生产效率(OEE)不足55%,工厂整体人力生产效率(OPE)不足50%,库存周转天数45天或以上,生产周期时长(L.T)20天或以上,制造费用占营收比率高达20%,企业经营处于微利或亏损边际,企业老板望“利”兴叹!
生产运营指标如此差强人意,制造竞争实力如此低下,向管理要效益势在必行。为此,企业推行《TPM全面生产维护》非常重要。在众多国际化知名公司开展TPM活动中,产生的经济效益可以达到:机效OEE提升30%,人效OPE提升35%,坪效提升50%,制造费用下降30%,安全事故降为零,员工士气大幅度提升,企业经营效益得以改善,获利能力得以提升。
本课程深入浅出地讲解:生产效率管理、工厂生产工时管理、设备损失工时分析、TPM五大支柱、SMED快速换线、TPM活动有效推行、国际知名公司推行TPM方法论模板路径。课程结合学员生产实况场景,生产现场中存在的问题进行教学。帮助学员答疑解惑,将所学转化为所用,解决现行工作中的痛点问题,实现价值开创,提升工厂整体生产效率,提升企业制造竞争实力。
课程目标:
● 认知生产效率管理,树立效率至上理念,理出生产效率提升思维导图
● 了解工厂工时管理,树立数据管理意识,梳理生产异常损失工时实况
● 直击现状实质问题,给出系统解决方法,探寻设备整体效率低下真因
● 学习全面生产维护,开展整体效率提升,制定TPM推行活动组织目标
● 明晰精益运营价值,推行TPM持续改善,规划设备全面维护实施方案
● 掌控产品生产变异,提升产品质量管控,精准制定质量异常改善策略
● 树立创新管理思维,学习四新技术应用,输出技术颠覆突破改善计划
● 合理调配生产资源,提高资源应用效益,制定计划物料配送改善方案
● 持续推进TPM改善,提升人员管理技能,提高企业资质制造竞争实力
课程风格:
适合性:贴近企业实际,让管理者先改变思维,后改变行为,再改变结果
实用性:有方法,有标准,有工具,有表单,有案例,有模板,随拿随用
创新性:应用四新技术分析,开创新思维,创建新模式,实现管理突破
实效性:课程介绍的管理工具、方法论及改善案例,均来自知名企业的成熟经验提炼
课程时间:2天,6小时/天
课程对象:中基层管理人员(总监、经理、主任、班组长、储干及一线员工);工程技术人员
课程方式:课程讲授70%,案例分析及小组研讨30%
课程大纲
第一讲 回归基本:工厂生产工时管理
一、标准时间
1.标准时间(S.T)定义
2. 标准时间的分类
1)人员的标准时间(OST)
2)设备的标准时间(MST)
3. 作业时间的构成
1)有效时间:主要工作时间的净时间
2)无效时间:准备时间、辅助时间
二、标准时间的重要作用
1. 产能预算,合理计划调配人手,有效控制人工成本
2. 衡量生产运行效率
3. 确定产品的成本,供产品定价参考
4. 衡量机器的使用效率.有效协调人力与设备
5. 便于生产线现场及工艺流程持续改善
6.评估操作者的工作表现 ,提升操作者的工作信心
案例分析:分析产品的标准成本构成
三、产品标准时间建立方法
1. 秒表工时测量法
2. MOD法
3.模块化作业标准时间数据库查询法
4.SONY标准时间核定法
现场互动:你是如何测量标准时间的,你还有其它方法吗?
四、标准工时的15个相关概念解析
1.OPE=产出工时/可用工时
2.产出工时=产出良品数x单件产品标准时间
3.可用工时=可用时间x可用人数
4.平衡率=单位标准时间/(瓶颈时间x人数)
5.操作效率=产出良品数/设定产能
6.稼动率=投入工时/可用工时
7.设定产能=(3600/瓶颈时间)x投入时间
8.产出指标=UPH=(3600/瓶颈)x设定效率
9.总损失工时=可用工时-产出工时=平衡损失+操作损失+稼动损失
10.平衡损失=(瓶颈x人数-单位标准工时)x设定产能
11.操作损失=总损失工时-平衡损失-稼动损失
12.稼动损失=未稼动时间x人数。
13.投入时间=可用时间-未稼动时间
14.未移动时间=标准换线时间+未开线时间
15.投入工时=投入时间x投入人数
现场教学:生产线平衡率如何计算?如何进行数据分析?如何改善提升?
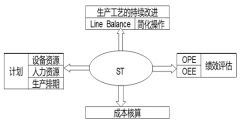
第二讲 效率至上:工厂整体生产效率
一、工厂整体生产效率概述
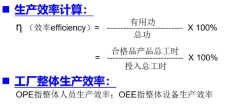
1. 生产效率定义
2. 生产效率计算
3. 工厂整体生产效率内涵
1)OPE:整体人员生产效率
2)OEE:整体设备生产效率
二、OPE概述
1. OPE解读:
1)OPE定义:在特定的时间内,完成产品产出数之有效工时与实际投入人力总工时之比,即整体工厂效率.
2)有效工时:在特定的时间内,完成合格品产出投入人力的生产工时。
3)人力投入总工时:为完成产品产出,安排出勤人员总人数投资工作的总时长,
2. OPE时间架构
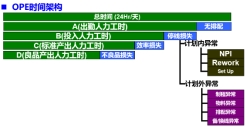
1)停线损失:稼动效率
2)效率损失:作业效率
3)不良损失:良率
3. OPE的计算:

案例分析:车间整体生产效率(OPE)计算
三、OEE概述
1. OEE解读:
1)OEE定义: OEE是指设备在特定的设定时间内,通过完成产品出数的有效时间,与设备历时时间(设备投入总时间)之比,即整体设备效率
2)有效时间:在特定的时间内,设备完成合格产品产出投入的工作时长时间。
3)设备投入总时间:为完成产品产出,设计计划排产总时长时间。
2. OEE应用相关概念解读
1)Total operating time:可供工时,其中每台机日可供工时为24hr, 周可供工时为7*24hr
2)Up time:处于开机状态的时间
3)Down time:处于未开机状态的时间
4)Not scheduled:机台未排配时间
5)Run:正常生产工时,直接产出产品和创造价值
6)Set up:机台开机,调机、换模工时
7)ENG:工程验证,包括试模与量试工时等
8)Idle:因断料/品质/人力等原因造成损失工时
9)Down:机故﹑模故造成损失工时
10)Repair:机台维修工时;
3.稼动时间的设定
1)以设备为主的制程:设备投入总工时设定标准,周总工时 ﹕7天*24小时*设备数
2)以人为主的制程:设备投入总工时设定标准,周总工时﹕6天*10小时*设备数
3)特制程(人机结合):设备投入总工时设定标准,周总工时﹕6天*16小时*设备数
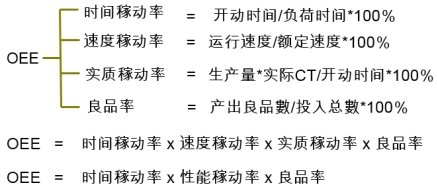
4. OEE时间架构
1)计划停机损失:给出必要的设备维护保养、异常维修、工程调试等相关计划排单扣除时间

2)非计划停机损失:时间稼动率
3)速度损失:性能稼动率
4)不良损失:良率
5. OEE的计算:

6. OEE演算
案例分析:OEE 计算
7.世界级OEE标准
案例分析:现场结合学员生产现场实际互动,脑力激荡,实例分析如何提升设备OEE?
第三讲 制造发展趋势:工厂自动化设备
一、工厂自动化设备概述
1. 自动化设备
1)自动化设备定义:通过设备完成产品的加工或检测等单元化作业的工程技术。
2)自动化设备6核心要素
2. 工厂自动化
1)工厂自动化定义:通过设备、设施自动完成产品的加工、检测或运输等作业的工程技术
2)工厂自动化8大核心要素
3. 智能化工厂
1)智能化工厂定义:是基于工厂标准化、精益化、自动化、信息化及数字化集成运用等基础之上,由知识化人才进行操作运营管理的智能高效工厂,包含数据的自动采集,异常自动处理,智能排产及智能物流等全流程控制的硬件软件综合集成。
2)智能化工厂16个核心要素
A、以安全为前提
B、人机作业分离
C、设备模块化及小型化、可移动及替换性
D、出现异常自动停止
E、符合精益原则
F、能够处理长短期变异
G、设备具备标准接口可进行数据自动采集
H、智能高效
I、知识型人才
J、体现信息化&数字化
K、具备可追溯性
L、硬件和软件的合理配置
M、远程控制
N、大数据
O、互联集成
P、创新、转型、颠覆、引领未来
3)智能化工厂实现七大路径
A、作业标准化
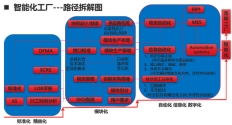
B、运营精益化
C、产品模块化
D、生产自动化
E、管理信息化
F、决策数据化
G、工厂智能化
二、自动化设备投入分析
1.自动化建设成本与产量分析:成本投入需求和订单量的盈亏平衡点
1)手工生产
2)低自动化等级
3)高自动化等级
2.自动化等级构建的影响分析
1)自动化等级构建九大维度分析
2)自动化等级建设与成本投资分析
三、自动化设备应用分析
1. 自动化设备分类

1)通用单机
2)专用单机
3)物流自动化
4)模块加工自动化
5)装配线体自动化
6)智能化工厂
2. 自动化设备对人才技能的要求
1)领军人才
2)核心人才
3)专业人才
四、自动化设备维保模式分析
1. 自动化设备基本维保方式
1)一级维保
2)二级维保
3)三级维保
2.自动化设备分级维保模式
1)非智能通用设备
2)非智能专用设备
3)智能通用自动化设备
4)智能专用自动化设备
3.自动化设备维保职责划分
1)设备供应商
2)工厂设备人员
3)工厂操作人员
五、自动化设备TPM的重要性
1. 减少设备效率的六大损失
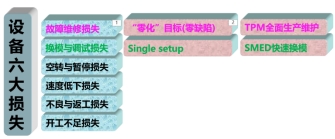
1)故障维修损失
2)换模与调试损失
3)空转与暂停损失
4)速度低下损失
5)不良与返工损失
6)开工不足损失
2.提升设备全生命周期效益
1)延长设备使用生命周期
3.消除设备安全隐患
1)设备控制
2)安全控制
案例分析:冲床快速换模如何做到10分钟以内,或一键切换?
第四讲 工匠精神:设备零故障思想
一、正确认识设备故障
1.设备故障的定义:设备机器、部品等丧失规定的功能
2.如何理解“故障是人故意引起的障碍”
3.零故障的4个基本思考方式
1)设备的故障是人为的
2)功改变人的思考方式和行动,就能实现设备零故障
3)“设备会发生故障”的思考方式→“设备不发生故障”的思考方式
4)思考转变为“可以达成零故障”的思考方式
4.设备故障的分类
1)功能停止型故障
2)功能下降型故障
二、设备故障来源

1.来源于微缺陷→缺陷成长理论
2.来源于缺失基本维保需求
3.来源于缺失计划维保要求
4.异常操作、使用、管理等不当引起
三、设备管理不合理的要素
1. 五项微缺陷要素
2. 五项基本条件要素
3. 六项困难部位要素
4. 六项污染发生源要素
5. 七项不要不急品要素
6. 六项不安全部位要素
四、设备的基本条件和使用条件
1. 设备三大基本条件
1)清扫点检
2)紧固部件
3)润滑管理
2. 使用条件:
1)设计制作
2)组装安装
3)动作条件
4)环境条件
5)维持条件
五、设备零故障的对策
1. 具备基本条件
2.严守使用条件.
3.使设备恢复正常
4.改善设计上的弱点
5.提高操作/保全技能
现场讨论:设备故障来源于……
第五讲 精益管理工具: TPM全面认识
一、TPM简介
1. TPM定义:即全员生产维护(Total Productive Maintenance),是以最大限度地提高设备综合效率为目标,建立贯穿于设备生命周期,含设备的设计、制造、使用、保养等所有部门,从最高领导到一线员工全员参与,开展团队持续改善,推进【全员生产设备维护】的一种管理活动。
2.TPM 目标:致力于 OEE 最大化的目标
3.TPM起源
4.TPM强调五大要素
1)OEE 最大化
2)设备全寿命期间
3)所有部门
4)每位员工
5)自主小组活动
5.TPM管理的发展历程
1)事后保全BM
2)预防保全PM
3)改良保全CM
4)保全预防MP
5)TPM
6.TPM管理的目的
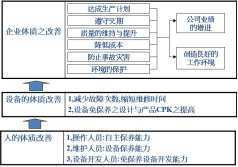
1)人的体质改善
2)设备的体质改善
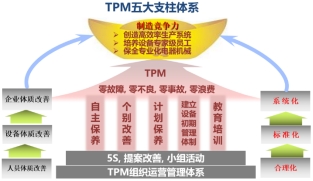
二、TPM五大支柱系统架构
1.TPM五大支柱
1)自主保养
2)计划保养
3)个别改善
4)建立设备初期管理体制
5)教育训练
2. TPM三化管理
1)合理化
2)标准化
3)系统化
三、现代TPM八大支柱(增设3支柱)
1.增设3支柱
1)事务效益
2)安全环境
3)质量保全
2.TPM八大支柱关系图
第六讲 设备维护核心: TPM五大支柱
一、TPM五大支柱一:自主保养
1.自主保养定义
2.为何要导入自主保养
3.自主保养的重要性
4.自主保养七大要点
1)设备初期清扫
2)发生源和困难处对策
3)自主保养(清扫/注油)基准书的制定
4)设备总点检
5)自主点检
6)标准化(品质保全)
7)落实自主管理
5.自主保养开展内容细项
6.自主保养对现场操作人员的益处
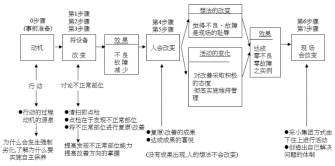
二、TPM五大支柱二:个别改善
1. 个别改善定义
2. 如何开展个别改善
3. 个别改善的十大步骤
1)对象设备、生产线的选定
2)组成研究小团队
3)对现状损失的调研把握
4)完善课题及设定目标
5)制定计划草案
6)制定现状损失的改善举措
7)改善实施
8)效果确认
9)固化、标准化
10)水平开展
三、TPM五大支柱三:计划保养
1. 计划保养定义
2. 计划保养的目的
3. 计划保养种类
1)定期保养
2)预知保养
3)事后保养
4)改良保养
4. 计划保养活动步骤
1)第一步:自主保养支援基本构筑,设备评价和现状调查
2)第二步:劣化复原和弱点改善
3)第三步:情报管理体制的构筑
4)第四步:定期保养体制的构筑
5)第五步:预知保养体制的构筑
6)第六步:计划保养的评价
四、TPM五大支柱四:建立设备初期管理体制
1. 何谓设备初期管理体制
2. 设备初期管理体制的三大目标
1)缩短设备开发设计制作时间
2)使设备容易制造/容易使用/容易维护
3)免保养性/信赖性高
五、TPM五大支柱五:教育训练
1. 教育训练两个的目标
1)提升从业人员及专业保养人员之技能
2)实操中能有效减少设备效率的六大损失
2. 教育训练的内容
1)TPM专业技能类课程培训
2)TPM改善活动实操训练
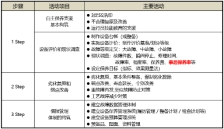
第七讲:TPM管理应用实施
一、TPM推展组织职责建立
引入:全员参与生产保养:设定从高层到基层组织及工作职责
1. 最高阶主管:决定方针和目标
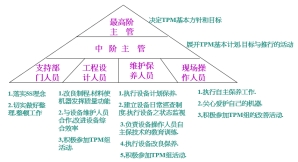
2. 中阶主管:目标与推行
3. 四类基层执行员工及对应职责
二、 TPM推展目标
1.年度目标:生产设备故障率≦450PPM
2.长期目标:产设备零故障、零灾害
三、制定年度TPM推展日程
案例展示:国际标杆公司推行TPM日程分享
四、年度推动方案
1.目视化管理推展
1)目视化管理方法
2)制订<<设备目视管理规范>>,并实施
案例展示:工厂设备目视化管理全景图分享
2.自主保养推展9大事项
1)制定<<自主保养办法>>
2)自主保养教育训练
3)自主保养示范机或示范线的建立
4)自主保养活动小组的建立及职责
5)自主保养基准书的建立
6)自主保养步骤展开的方法
7)自主保养作业
8)自主保养核查
9)自主保养奖惩措施
标准表单分享:自主保养活动推展
A.《清扫、给油、点检设备基准表》
B.《设备异常部位问题提出表》
C.《设备保养日点检表》
D.《设备异常处理记录表》
E.《自主保养稽核表》
F.《自主保养小组成员表》
G.《自主保养设备保养地图》
3.计划保养推展五步
1)准备设备现有预防保养系统
2)建立设备零件Life Cycle管理制度
3)制订并不断完善计划保养标准
4)完善计划保养信息系统
5)建立计划保养稽核机制
标准表单分享:计划保养活动推展
H.《设备零配件生命周期统计表》
4.设备改善推展
1)设备部成立设备改善小组
2)建立质量保养机制
5.稽核、检讨、评估、奖惩推展工作
1)每周 2)每月 3)每季
6.奖惩措施
培训结束:现场互动交流

 崔军
崔军