

培训对象:
培训时长:2天,12学时。
课程背景:
研究表明,大部分的产品缺陷都是由于人为错误引起的,美国工程师Rook通过对23000 个有缺陷的部件进行统计后得出约80%的缺陷都是由人为错误引起的。为了对人为错误进行控制,1961年丰田公司的ShigeoShingo(新江滋生)博士提山Poka Yoke(fool proofing)方法,即防呆、防傻的意思。他认为,100%的检验只是能够剔除废品,但不能提高产品合格率,而防错法的目的就是要提高产品的合格率而不是为了剔除废品。
防错法对于防止产品缺陷,提高产品的合格率是有着极大作用的。目前,国外很多公司如摩托罗拉、通用、霍尼威尔等,都在积极运用防错法。在Shigeo Shingo 博士的帮助下,丰田汽车公司建立了自己的防错体系,在生产车间,平均每台设备上有12 道防错装置。POKA-YOKE 防错技术经过几十年的发展已经形成了完整的系统,在实践中获得充分运用并取得了显著的效果。
防错法的突出优点就是成本低、见效快、方法简单。应用这种方法,可以——
1.提高效率:减少作业停滞,缩短作业周期;量化指标(P:效率D:交期)
2.改善管理:减轻作业强度,改善协作关系;量化指标(S:安全M:士气)
3.节约成本:低减品质不良,提升盈利空间。量化指标(Q:品质C:成本)
随着用工成本的急剧增加,工业自动化成为许多企业的盲目追求。国内制造企业普遍自动化程度不高,设备精度和可靠性较差,操作人员的素质较低,防错法的优点正好可以弥补这些不足,本课程希冀能彻底改变传统自动化设备,盲目追求高速度、大产量及泛用化的高成本的设计观念;而能朝适速化、小型化、专用化的低成本、可以自制的领域发展实现。
培训目标:
培训对象:
培训时长:2天,12学时。
内容大纲:
什么是防错?防错的起源与发展
为什么要防错?防错的收益
错误、人为错误的分析与再发防止对策
缺陷、故障、不良的分析与防错的对策
异常的管理与自働化的对策
分享与发现:日常生活中的防错实例
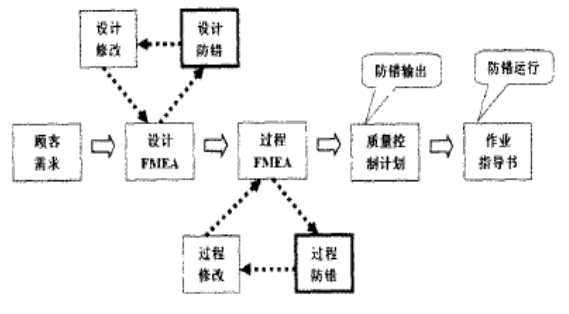
防错的管理流程
防错的2个途径(产品与过程设计、制造过程与生产系统)
防错的3类检测方法
防错的4种模式
防错的5大原则与方法
防错的10大原理:断根原理、保险原理、自动原理、相符原理、顺序原理、隔离原理、复制原理、层别原理、警告原理、缓和原理
防错的人机工程学
防错的红牌条件
防错的3个等级
防错的7步法实施与推广
课堂演练:生产现场的防错红牌作战
案例分享:产品设计防错实例分析
过程设计防错的基本原则与原理
零部件仅具有唯一的装配位置
零部件的防错设计特征越明显越好
夸大零部件的不相似处
夸大零部件的不对称性
设计明显防错标识
最后的选择:通过制程来防错
最完美的防错是不必防错
课堂演练:FMEA分析与防错对策
拓展:可靠性设计技术
防错的技术思维:特性识别与流程识别(零部件特性法、作业步骤法、统计法)
技术1:机械防呆
技术2:逻辑制动
技术3:系统纠错
技术4:作业指引
课堂演练:样板生产线防错技术研讨
防错装置的概念及基本要素:检测、反馈、改正和预防
防错装置的基本功能及特征:制止、控制、报警
防错装置的类型及实例:预防类、检测类
最需要进行防错的场合,不适合采用防错装置的场合
防错装置设计的基本原则
最好的、最常用的5种防错装置
案例分享:防错装置的设计与应用实例
防错装置的验证:PPAP(生产件批准程序)验证
防错技术系统的认证:防错技术开发、使用、更新的系统管理
课堂演练:样板生产线的防错检测技术分布、防错装置设计分布
自働化、自动化、简便自动化
省力化、省人化、少人化
简便自动化的六大基本条件
彻底的作业改善
自働化的作业方式
课堂演练:样板生产线自动化改造的阶段划分及实施计划

 宋志军
宋志军