

课程时间:2天,6小时/天
课程对象:工厂全体员工
课程背景:
示范工厂现场是什么水平?

为什么工厂6S推进两张皮?
多数企业并不清楚现场标准化管理是源至于军队内务整理与队列操练的方法,其目的是通过反复连续的行为刺激,使员工形成“条件放射”的服从习惯,进而产生强大的管理执行力,这也是日本制造业严谨而规范的内部管理的根源;
现场管理全员参与如果不能解决生产效率与现场整洁之间的矛盾,如果不能找到由点及面、由浅入深的循序渐进路径,如果不能改变员工观望、怀疑、抵触的状态,则难以深入和持续见效。本课程融合李科老师16年来各类企业推进现场管理的经验,通过对一场耳熟能详的电影剖析中国企业员工的行为规律,用轻松活波、浅显易懂的方式传授让员工从“吃瓜群众”变为“北京朝阳群众”的全员6S活动推进方法。
如何推进工厂6S管理?
本课程第一部分围绕人、机、料、法、环,以优秀企业现场管理图片及视频案例的讲解贯穿始终,数百份幅世界顶级企业现场管理案例图片及视频介绍使学员能最直观地理解现场初级3S管理的技巧与方法,使之能立即获取现场的改善点并付诸行动;
课程第二部分则从现场安全、设备维保、快速换线、物料拉动和员工激励五方面,用整理、整顿、清扫的方法讲解从“硬件”保障性3S走向“软件”管理性3S的路径方法。
本课程强调了以3S带动5S、6S的实施模式,更首创初级3S和高级3S两大阶段,其目的是帮助学员能更正确地把握现场管理的实质,更准确地掌握以现场管理带动企业管理的方法,从而实现企业管理的简单化和落地化。
课程收益:
● 即学即用:掌握现场6S改善方法,找出企业现场各项问题,并形成改善措施
● 行动突破:掌握循序渐进的6S实施路径和激发全员6S改进积极性的方法,让企业全员能立即行动起来
课程时间:2天,6小时/天
课程对象:工厂全体员工
课程方式:理论教学+实操演练+案例讲解
课程大纲
第一讲:3S、5S、6S与工厂执行力管理的实质
引言:围绕“素养”的核心实质,讲解工厂执行力的根本来源以及现场5S管理的核心意义;在明晰5S基本管理架构的同时,使学员洞悉“真正”的现场管理和企业推动乏力的原因所在。
1. 打麻将与3S管理的关联
2. 清洁的实质:由浅入深的3S管理推进思路
3. 素养的实质:“服从习惯”=执行力
案例:军队内务整理与队列操练的作用
4.传统企业推进6S管理的阻力——不能持之以恒
课堂练习:设计企业由浅入深的现场管理推进路线图
第二讲:初级3S管理
一、现场整理的实施技巧
引言:现场物品的整理要求是其使用频率决定的,如果脱离物品使用频次的实际,仅以能用不能用判定对物品的处置,则不能从根本上规范现场各类物品的管理方式,所以现场整理活动推进实际是以物品使用判定与现场区域规划同时推进的。本讲通过对各类物品处置原则的梳理,结合生产现场三大区域(作业区、准备区与物流区)的布置,使学员明确整理活动推进并如何快速取得立竿见影效果的正确方法
1. 现场整理的基本定义与物品的使用频率判定标准
2. 现场常用物品的整理要求
案例:工装工具、设备及备品备件、物料盛具、辅助用品、文件记录等各类物品整理标准
3. 生产现场区域规划
4. 物流、作业与物料区确认
课堂练习:学员企业现场整理标准设计
二、现场整顿的实施技巧
引言:本讲通过大量优秀案例讲解,向学员展示标杆企业、优秀现场各类物品的放置与定置技巧,使学员能立即理解并马上掌握各种现场改善方法
1. 物品放置的原则:能站不要躺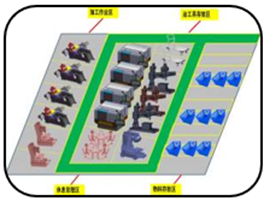
案例:某企业工具放置方法改善
案例:某企业活动工具架改善
2. 办公物品的定置管理
案例:优秀办公室物品定置改善案例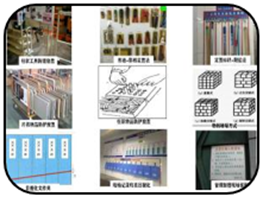
3. 现场工辅治具放置方法改善
案例:标杆企业现场治工具放置方法改善
4. 现场辅料放置方法改善
案例:标杆企业辅料存量管制放置方法
5. 现场清洁工具放置方法改善
案例:标杆企业清洁工具车改善
课堂练习:学员企业现场整顿问题点发掘与改善措施研讨
三、现场清扫的实施技巧
引言:确保要用的物品随时都能使用是清扫的目的,保持环境处于规范整洁的状态是清洁的实质。本讲以老师从人、机、料、法、环五方面讲解硬件清扫的具体作业标准
1. 清扫的五扫原则
1)扫“人”:工作不脱岗、行为不违章
2)扫“机”:设备脏污打扫、备件工具齐全
3)扫“料”:有物必有卡、物卡数据一致
4)扫“法”:管理标准上墙、管理培训到人
5)扫“环”:清除脏污顽疾、班后恢复如初
2. 行为清扫的案例解读
3. 设备清扫的案例解读
4. 物料与环境清扫的案例解读
课堂练习:学员企业现场清扫标准设计
第三讲:高级3S管理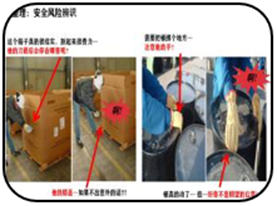
一、安全管理3S
1. 安全整理:危险源辨识方法
2. 安全整顿:安全操作规则设计原则
3. 安全清扫:OPL教育法安全管理的运用技巧
二、设备故障管理3S
1. 设备整理:设备故障及风险辨识
2. 设备整顿:一机一保的计划性保全
3. 设备清扫:设备日常保全八大招
三、工辅治具管理3S
1. 工辅治具整理:通用化与快换性改造技巧
2. 工辅治具整顿:动作经济性定置摆放原则
3. 工辅治具清扫:同步化协同快换实施过程
四、物料管理3S
1. 物料整理:库存计划与预警改善
2. 物料整顿:循环配送与存量降低
3. 物料清扫:批次管理与先进先出
五、人员管理3S
1. 人员整理:全员评优众人争先
2. 人员整顿:一日管理标准化,一日业绩显性化
3. 人员清扫:员工持续激励的方法
第四讲:全员参与型6S推进
引言:本讲以老师推进企业现场管理过程中的技巧方法,讲解如何让员工从抗拒5S管理、观望管理推进到全员参与的整个激励过程
一、全员“素养”的激励过程
1. 从无关群众到吃瓜群众:目标激励方法
2. 从吃瓜群众到听话群众:动机激励方法
3. 从听话群众到朝阳群众:全员检查到全员参与过程
4. 从沙和尚到唐僧的员工成长过程
二、全员“素养”的实施技巧
1. “洗脑”认知强化方法
2. “批评与自我批评”闭环定向强化方法
3. 从月复盘到月目标
3. 从周会到周计划转化
4. 从日激励到日记录管理
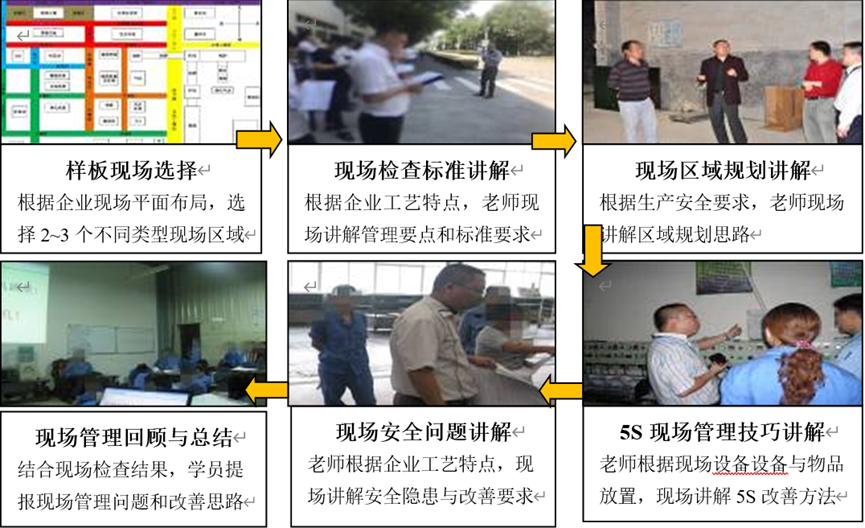
6S现场管理实战指导
听而易忘,行而易懂;本讲老师将带领学员深入企业现场,在现场中发现问题,结合企业实际讲解学员如何实施现场改善,如何通过现场改善提高制造业绩
课程对象:6S管理标准成果输出(参考)
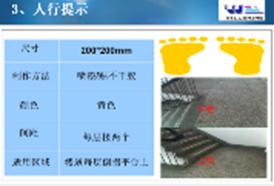
1. 场地区域标准: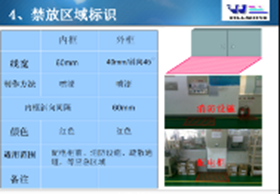

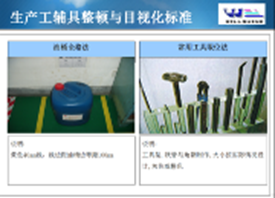
2. 工辅治具标准:

3. 设备目视化标准:
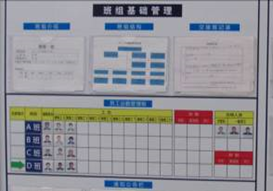
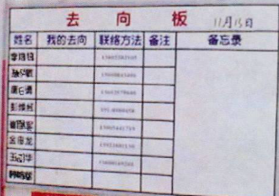
4. 信息看板:

5. 物料标准:



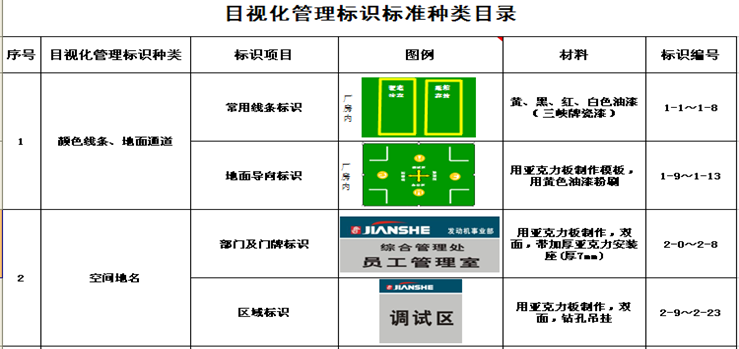
5. 视觉识别系统(局部截图):

 李科
李科